Food firms face bigger fines for workplace safety offences

Even without a specific assessment of health and safety fines in the food and drink arena over the past year, it is clear that the sentencing landscape has changed dramatically for UK businesses, with 19 fines of £1M or more across all sectors in 2016, compared with none in 2014.
“As a result of the new sentencing guidelines, which came into force in February 2016, companies are starting to pay a lot more attention to health and safety compliance,” says John Boyle, who is chair of the Food and Drink Industries Group at the Institution of Occupational Safety and Health (IOSH).
The cross-sector figures on the impact of the new guidelines emerged from a Freedom of Information request earlier this year.
“There was a study carried out recently that showed that the level of health and safety fines is now higher than the cost of complying with the regulations in the first place,” Boyle adds.
Importantly, says IOSH, heftier fines are not always the result of a fatality, but can also be triggered by failings which put workers at substantial risk of injury. The functional safety of machinery is a prime area of concern.
Machinery safety (back to top)
Awareness of safety issues continues to grow, even among the smallest food and drink businesses, according to Boyle.
Responding to this interest, IOSH is in the early stages of designing an online interactive resource that will include clear presentations about machinery safety, standards and regulation, with a focus on specific types of equipment such as conveyors, flow-wrappers and so on.
Areas of concern include the vexed question of European CE equipment safety marking. “There’s a widespread misconception about this, and the idea that the CE mark of itself is enough to say that the machine is safe,” says Boyle.
“I have encountered European suppliers that will sell a guarding pack as an optional extra. When you’re a small company eager to save money, you might take the CE mark at face value and install the machine as it is.”
At Lorien Engineering Solutions, operations director Bill Treddenick agrees that the nuances around CE marking are often poorly understood. “A Declaration of Incorporation is subtly different from a Declaration of Conformity,” he says.
“A CE-marked machine still has to be put into a safe environment, and individual CE-marked machines linked in a line will still need a Declaration of Conformity for the entire line. In both cases, another risk assessment will be required.”
Sam Bailey, compliance engineer at Lorien, adds: “Customers will often not fully understand the regulations, and may have no one with a specific role in safety. There may also be miscommunication between the machinery company and the customer.”
Larger firms are better (back to top)
Overall, though, the food and drink sector is pretty good at ensuring functional safety compliance, argues Mathew Swan UK business development manager at ABB. The larger businesses especially tend to have dedicated departments working in precisely this area.
Swan underlines the distinction between Declarations of Conformity and Incorporation, and adds: “A risk assessment is a live document, and should be regularly reviewed, at least annually.”
When a company without this level of in-house expertise sets about installing a new machine or line, the situation rarely appears clear-cut, according to IOSH.
“What should the machinery manufacturer do, and what are the legal responsibilities of the person buying the machine?” Boyle asks. These uncertainties may deepen in the second-hand machinery market, he says, where equipment is still put on the market (as it should not be) as ‘sold as seen’.
“The company I work for has spent significant amounts of money co-operating with suppliers to ensure newly-installed equipment is safe,” he says. “In some cases, that might mean £50,000 spent on adding guarding and safety circuits to UK-supplied machines.”
According to Bailey at Lorien, the operators need to be involved in the design of the machine. “While the management is often only interested in producing the same product faster, there is always someone who knows the operation inside out, and he (or she) is the one to talk to.” They will know, for example, where safe access points would be most useful.
Regulation in Practice (back to top)
The Supply of Machinery Directive lays down common European requirements for machinery safety (including the role of the CE mark), but many UK manufacturers place the greatest practical emphasis on the Provision and Use of Work Equipment Regulations (PUWER).
The latter governs far more than machinery, but is important because of its focus on the equipment in its environment and in use.
Logically, where cases arise of operators overriding or defeating fixed guarding or light-guard systems, this will often be because insufficient attention has been paid to the causes of machine blockages or shutdowns.
It is easy to blame a high-pressure production environment for this type of intervention, and for the accidents that may result. But according to Treddenick, every manufacturer should be good at operating in that type of environment.
“Problems arise when manufacturers don’t have a culture of analysing and dealing with problems in a structured manner and chasing the root cause of the problem, rather than having some sort of kneejerk reaction.”
He adds: “We carry out continuous improvement work, too, and there’s a clear correlation between low levels of accidents and higher levels of overall equipment effectiveness at 85% and above.”
Lorien emphasises the ‘root cause’ approach as being essential to an overall positive safety culture in a company. “Management needs to lead by example,” Treddenick states.
“But the people on the ground, the supervisors, are the main conduit between management and the shop floor. If there’s no feedback between production up to the boardroom, that’s where the safety culture falls down.”
Industrial robot and collaborative robot (cobot) safety is one area where standards are likely to evolve over the coming years. “In general, cobots come with a lower potential of risk,” says Swan at ABB. “But in fact there’s a broad spectrum here, with some cobots actually being slightly smaller industrial robots.
“A transitional standard has been drafted for them, but it’s not a harmonised standard, and it’s quite similar to what already exists for industrial robots. The control circuit currently needs to be the same.”
He cites robotics as an example of those areas of evolving best practice where the food and drink sector continues to stay at the forefront of functional machinery safety.
“The industry has already engaged with robotics, so far mostly in packaging applications, but that’s increasingly moving to processing, too,” says Swan.
New sentencing guidelines (back to top)
A best practice approach is also starting to be applied to the new sentencing guidelines, says Treddenick at Lorien. “There is a multiplication factor with fines, which depends on levels of culpability and of harm,” he adds. “Evidence of flagrant disregard for the law can exacerbate a sentence.”
Conversely, evidence that safety was inadequate on a particular occasion, rather than generally “falling far short of appropriate standards”, can help to mitigate sentencing, if anything does in fact go wrong.
“As we tell our teams,” says Treddenick, “you have to be a saint every day of the year.”
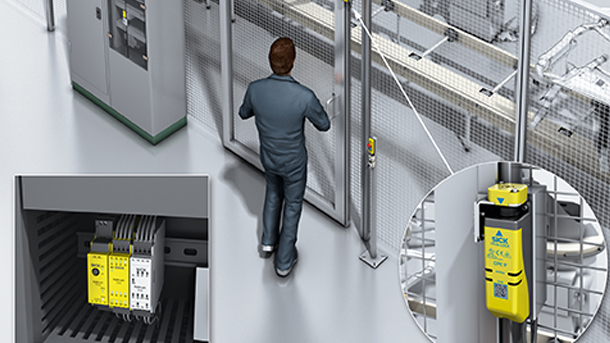
The challenges of non-contact guards on machines
Current machinery safety standards encourage the use of dual-channel circuits for high-risk applications and manufacturers are increasingly replacing mechanical interlocks with non-contact technologies. However, these are not without their challenges, says safety system supplier Sick UK.
“There are different types of switch,” says Sick UK safety specialist Dr Martin Kidman. “On guarding applications, people have tended to go for a mechanical ‘coded key’ switch.
“The specific standard for interlocking devices [EN ISO 14119] changed a couple of years ago, and you cannot now rely on a single mechanical link for the highest Performance Level E [PLe].”
Even for lower-level PLd applications, the use of a single mechanical link has to be justified by excluding the possibility of a fault so-called ‘fault exclusion’.
“Instead, people have tended to move to non-contact systems, where there is no mechanical wear and tear, such as coded magnets or radio-frequency identification [RFID],” says Kidman.
“PLe can be achieved due to these devices being dual channel. Sick offers an RFID switch, which has unique, high-level coding, so that the switch will only ever recognise the actuator associated with it.”
Another issue addressed by the latest version of EN ISO 14119 is fault masking, which relates to the way in which circuits are wired.
Where multiple electromechanical interlocking switches with dry contacts are monitored using a safety controller, they have in the past typically been connected to the safety device in series.
“If the switch on one door develops a short circuit fault on one of the channels, the safety controller can see this, but it may be possible to mask the fault in the system by opening and closing another door,” explains Kidman.
“The switch with the fault is now essentially single-channel and, if the remaining channel then failed closed, the machine would still run with the door open.”
For this reason, where fault masking is an issue with a number of interlocking devices, they should either be wired back individually or an alternative approach should be used for cascading the safety control system.















